
Как снять патрон с токарного станка тв 16
Опубликовано: 24.07.2024
Друзья хочу поделится своей историей покупки токарного станка ТВ-16.
Занимаясь авиамоделизмом в домашних условиях сталкиваешься с острой нехваткой инструментов и даже специальных станков. И если в вашем городе есть клубы, кружки где можно договориться и поработать за станком то в моем случае таких возможностей не было. Я искал возможности, находил людей которые с трудом соглашались сделать обычные диффузоры за не большую оплаты. Но как правило получалось не то, то что я хотел. Либо большая погрешность либо дорого запрашивал.
Мое терпение лопнуло когда я решил строить большую модель. И хотел ее сделать как Зиновкин Олег свой Stuntress с разборными консолями крыльев. Сделав простой чертеж я обратился к "токарю" который согласился сделать. Когда пару деталей были готовы я их осмотрел. Настроение мое было испорчено, мало того что за работу он затребовал солидную сумму по местным меркам, так еще и деталь оказалась сделана не точно, с большими погрешностями((( На мой вопрос нельзя было сделать качественней, он ответил. Что мучился много, дюралевая заготовка отжималась постоянно. И тут бухххх. "неужели токарь не знает своего дела". Я забрал, что было сделано и ушел.
В интернете узнал, что для подобных работ существует приспособление под названием люнет. К тому моменту я уже откладывал средства для приобретения токарного станка но теперь задался темой поиска. Живу я в Душанбе, тут такого добра не так уж и много. Стал отслеживать виртуальные местные барахолки а так же ходить по реальным. Кинул клич среди знакомых. У одного знакомого по имени Рахим был токарный станок ТВ-16, но когда я решил себе купить он решил не продавать, так как запустил на нем мотор и станок стал крутится))). То, что станок заработал меня еще больше раззадорило. Ко всему прочему такой станок я мог бы поставить в квартире.
Удача, на одном местном сайте выставили объявление о продаже станка ТВ-16 "школьник". Цена 300$ поехал смотреть. К сожалению оказалось что станок полностью разобранный, к тому же в разобранном состоянии перемещался и долго лежал в разных местах. Стола и двигателя а так же части запчастей не было. Продавец снизить цену не согласился, а за такую цену брать не комплектный станок большой риск, у нас запчастей ведь не найти. Решил не брать.
Потом попадались ТВ-6 и ТВ-4 но в других городах, в моей квартире вряд ли родные бы одобрили такое.
В конце лета 2018 года когда мы с семьей ездили в Россию, кто то выложил на сайте станок ТВ-16, вроде комплектный и продавец просит 350$. Что делать?! Связался со знакомыми которые купили и оставили станок у себя до моего приезда.
Когда я увидел в живую станок счастью моему не было предела, все было вроде на местах но нужно много труда вложить в него. Первое что выяснилось патрон на 165 мм, да подобного станка явно перебор. После тщательного осмотра стало понятно, станок готовили к продаже. Шкив на двигателе выточили от балды, патрон и план шайба с другого станка, мотор весь ржавый скорее всего от водяного насоса.
Начитавшись форумов я понял, станину нужно хоть немного шабрить . Со стороны задней бабки на станине были следы от ударов. На самой задней бабке следы ударов. Металл деформировался и требовалось его ремонтировать.
Мои действия по восстановлению станка.
Полная разборка токарного станка ТВ-16 и оценка работ.
Станок для меня важен как инструмент, мне очень нужны диффузоры для моих авиамодельных двигателей, которые я буду ставить на микродвигатели. Поэтому процесс решил не затягивать. Поставил себе срок к концу октября 2018 года сделать что нибудь на станке. Каждый день приходя с работы я старался разобрать по одному узлу станка. Причем детали, болтики, винтики складывал в отдельные контейнеры. Что нибудь перепутать или потерять без этого легко.
Практически каждый узел станка давался с боем, хотя станок был хорошо смазан, ничего не заклинивало. Но приходилось смотреть на ютубе а так же искать в интернете как разбираются узлы станка. Я не хотел что либо повредить. В каждом узле есть своя хитрость, не торопитесь применять силу при разборке.
Закончив с разборкой станка встал вопрос: делать из станка конфетку или запустить как есть без лишних финансовых вложений. Решил запустить а там посмотрим.
P.S спустя два года использования. Ставка на запуск станка как есть принесла свои плоды, использую станок в квартире. Сразу же выяснилось, станок это только начало. Для успешной работы нужно хорошие резцы, заготовки, сверла, плашки, метчики, измерительный инструмент и приспособления. Все это потихоньку искалось на местных барахолках. Даже сейчас мне понятно, что двигатель столь мощный мне не нужен. Нужно ставить частотный преобразователь и двигатель на прямую. Ременная передача, вкупе с другими элементами создают вибрации. Как я понял для этой модели токарного станка ТВ-16 это нормально.
Станина
Станина моего токарного станка ТВ-16 была слегка испорчена "варварами с руками". Со стороны задней бабки станок били, или им били что то. Со стороны патрона суппорт до конца не доезжал. Были следы ударов, напильником или чем то еще.
Я не стал снимать переднюю бабку со шпинделем так как там все хорошо вращалось, не было люфта или других проблем. Разве, что край шпинделя за резьбой был чуть поврежден кем то. Пришлось немного алмазным надфилем подправить. К моему счастью станина в целом оказалась не сильно изношенной. Сделал промер микрометром, отклонение не более 0.02 мм, что нормально. В местах где были "ссадины" неровности естественно были погрешности.
Поврежденные участки аккуратно стачивал при помощи напильника и мелких надфилей. В конечном счете доводил до кондиции поверхность самодельным шабером. Сделал так хорошо, как позволяли инструменты.
Ходовой винт токарного станка
Что бы полностью разобрать суппорт, нужно вытащить ходовой винт станка. Тут у меня возникли небольшие трудности. Винт казалось зажат в бронзовой втулке. Я его с трудом смог вытащить. Я пробовал его смазать и снова ставить на место. Оказалось край ходового винта был немного деформирован ударами. Деформированную грань я сточил. Винт стал лучше вращаться но все же с трудом. Уже стал искать развертку, думал повреждена бронзовая втулка. К счастью нет, винт подклинивал из за мною раскрученной "штуки" куда винт вставляется с правой стороны. В этом месте должна быть точная соосность иначе получался перекос. Затянув винты, ходовой винт стал без проблем вращаться.
P.S спустя время запустил гитару и ходовой винт. Пришлось немного планетарную шестеренку подточить. Бронзовый вкладыш был сильно изуродован. Так же имелись неточности при вращении шестерни. После аккуратных манипуляций, проб и ошибок. Ходовой винт заработал. Обильно смазав густой смазкой ( салидол) шестерни гитары, закрыв все "щели" добился значительного снижения шума.
Суппорт продольной и поперечной подачи
На мое счастью суппорт был в хорошем состоянии и особых манипуляций не требовал. Хотя я много времени потратил, что бы его полностью разобрать. В интернете много информации где показано как это сделать. Главное тут не торопиться, не давить и стучать молотком.
Электро двигатель
Двигатель как мне кажется раньше стоял на водяном насосе, хотя он внешне и был ржавым и убитым но внутри все было работоспособно. Вал с одной стороны был удлинен путем наваривания куска с последующей обработкой.
Из двигателя торчали 3 провода, я попробовал подключить все это дело к сети переменного тока 220 Вольт, через конденсатор в 10 Мкф, двигатель заработал. Но сразу выявился шум работы двигателя, а так же шкив который был выточен кем то был очень тяжелым и стоял не ровно. Все это выливалось в сильнейшие вибрации, похожие на вибрации мобильного телефона. В квартире такой станок нельзя будет использовать. Соседи не выдержат.
Разобрав двигатель я проверил подшипники, один из них имел слабое заедание. Заменив его шум в разы уменьшился. На вал под шкив пришлось подкладывать полоски от пивной банки, тем самым балансируя положение шкива на валу.
Мне удалось добиться приемлемого уровня шума и вибраций. Поигравшись с ремнями я добился не сильной натяжки ремня но при этом вибрации были минимальны. Для моих нужд работы с латунью и капролоном это был выход.
Двигателю было мало 10 МКФ конденсатора, 20 уже много, поэтому я подобрал середину.
Токарный патрон
На фото видно, что патрон на токарном станке установлен гигантских размеров, 165 мм )))) для ТВ-16 го. Еще чуть чуть и он будет царапать станину. Первым делом, до того как увидеть станок в живую я стал искать замену ему. Почитав форумы и поспрашивав мне рекомендовали брать 125 мм патрон и желательно польский высокоточный. Я боялся что патрон может не подойди к моему фланцу а зря, ведь все равно фланец пришлось протачивать. Не решившись купить из России патрон я стал искать его в своих краях. На барахолках и базарах, можно встретить запчасти для токарных станков но очень мало. Я нашел 125 патроны, наверно от ТВ-6 станка, но их состояние меня смутило. Ржавые, побитые, да еще кулачки местами не родные. Для моих высокоточных авиамодельных работ такой вариант не подходил. Я уже несколько месяцев искал патрон и не как не мог определиться, с размером 80-100 или 125 мм. Время поджимало, к этому момент двигатель уже крутился и хотелось уже запустить станок. Пройдясь в очередной раз по базару "Султони-Кабир" один из продавцов уже узнававший меня в лицо предложил мне патрон 80 мм. Стал его рассматривать протирать от грязи. Вижу надпись CT80П , думаю ого супер нужно брать "польский". Стал проверять как двигаются кулачки, на все базаре не нашлось ключа поэтому пришлось изворачиваться и крутить разверткой. Вроде кулачки двигаются но плохо. Решил была не была нужно брать, но заявленная цена меня настораживала. Стал торговаться, продавец уступил 5-ю часть цены, но больше не в какую, говоря , что сам его вчера купил за чуть меньшую цену. И тут у меня проскакивает разговор с барахольщиком с другого базара, который мне сообщил, что вчера кто то несколько маленьких патронов принес и быстро распродал. У нас перекупщики обитают с утра, приходят к 5 и ходят до 7 утра, а потом едут на свои точки на базарах.
Патрон СТ 80П был сильно загрязнен, местами проступал ржавчина. Кулачки очень очень плотно двигались. Со стороны одного кулачка была видна выемка, повреждение которое немного сдавливало путь кулачка. Это место я расточил алмазным надфилем, обычные как по стеклу проскальзывал. Когда кулачки снял меня ждало разочарование((( один из кулачков №2 имел повреждения. 2 зуба были сломаны но их не было. Так же другой кулачок имел трещину.
Патрон и все детали промыл в бензине с щеткой и местами мелкой наждачной бумагой. Получился сияющий как новый патрон. Кулачки все равно двигались очень плотно. Это было похоже на то с какой плотностью двигается поршень в цилиндре авиамодельного двигателя. С помощью минимальных манипуляций с алмазным надфилем я добился гладкого скольжения. Патрон собрал, к счастью он работал при зажиме детали менее 9 мм, а так же более 30 мм. До сих пор ищу замену сломанному кулачку. Претензии продавцу не стал предъявлять так как патрон даже в таком виде меня устраивал, для выполнения мелких работ как тиски.
В поисках кулачка/кулачков для своего польского патрона CT80П я снова облазил все базары и барахолки. ничего не нашел, зато решил купить советский патрон на 80 мм по состоянию он мне годился, да и с ценой договорился. Купил несколько резцов, разверток и патрон я выпросил хорошую скидку. Новый патрон прошел туже процедуру по обслуживанию. Все в нем устраивало, правда польский мне казалось был на голову лучше. Забегая вперед скажу, и этот патрон со своей ролью справляется на 100% особенно для новичка учиться на нем самое то.
Патрон у меня есть, дело за малым отдать "профессионалу" токарю фланец для доработки под мой 80 мм патрон.
План шайба (Фланец)
В поисках план шайбы (фланца) я так же как и с другими деталями я по нескольку раз перерыл город, опросил много народу, даже думал купить на форуме фланец. Но фланец такая вещь, что ее нужно подгонять индивидуально под станок, под патрон. Поэтому в конечном итоге решил расточить мой фланец на 165 мм до 80 мм. На своем станке да в комнате это делать нельзя было. Тогда я пошел к "токарям". Как назло по выходным они не работают когда мне это надо, а с утра на месте их не достать. Мне пришлось несколько дней ловить того кто бы взялся сделать мои доработки. Причем я сам не смог застать главного "токаря" а пришлось обращаться через брата жены, который работает в соседних цехах по мебели. Ему он зарядил как "своему знакомому" на российские деньги 1500 рублей, но поторговавшись сошлись на 700 рублях. Ждать пришлось неделю а потом еще пару дней на доработку фланца. В итоге нервы были на пределе. Вы наверное понимаете теперь почему я купил себе станок, и почему выточить простейший диффузор в моих краях очень трудно и экономически не выгодно. Вы наверное скажите есть еще токаря, да есть, но ставки у них такие же или больше, а часто за мелочевку браться не хотят((( В наших краях минимальная пенсия это 1500 рублей, что бы вы понимали разность цен.
С установкой план шайбы пришлось так же поплясать. Отверстия под болты крепления во фланце мне не сделали а что бы сделали нужно было ждать и ждать. По правде от их "завтра" я был сыт по горло поэтому решил сам просверлить. Конечно сверлить шуруповертом это грубо, зато можно прямо сейчас. Просверлил я с небольшими погрешностями, так, что пришлось отверстия расширять и подгонять. Но какое же меня ждало счастье когда станок заработал)))))))
Задняя бабка ТВ-16.
Задняя бабка наверное больше всех пострадала в руках прошлого хозяина. По следам от ударов можно было догадаться, что ее использовали вместо молотка. Сильные бугры я выровнял напильниками. Финишную обработку делал импровизированным самодельным шабером. Пиноль задней бабки как и остальные части пришлось очищать от краски, ржавчины. Нужно отдать должное прошлому хозяину станок был очень хорошо смазан благодаря этому ржавчины было не много.
В заключение
В заключение мне бы хотелось сказать, что станок ТВ-16 каждый день радует мой глаз. Он стоит в одной из комнат и одно только созерцание мотивирует. Видимо я как мужик сильно не равнодушен к таким вещам.
Что бы можно было успешно работать мне пришлось бороться с вибрациями, я не довел до ума станок, скорее запустил на скорую руку. Так как уже не мог больше вкладывать денег. Но даже так я смог самостоятельно точить диффузоры для своих авиамодельных моторов. Особенно мне понравился капролон, этот материал свободно доступен на базаре, а вот с дюралью все сложно.
Если бы была сейчас возможность взять 125 мм патрон я бы не стал менять свой 80й. При выполнении моих работ для авиамодельных двигателей. (мелочевка) использование такого патрона на 200% себя оправдывает. Возможно я не опытен, но возможностей по движению суппорта больше.
Отзывы спустя время
1) Станок стоящий но нужно приложить руки, есть куда модернизировать.
2) Запустил ходовой винт, удобно но шумно.
3) Обзавелся хорошими резцами. С ними работа на станке одно удовольствие.
4) Много места не занимает, можно использовать от случая к случаю.
5) Для мастерской конечно лучше более взрослый станок хотя бы ТВ-4.
6) Не хватает реверса, не хватает регулировки оборотов, не хватает регулировки скорости ходового винта( можно менять шестеренки но это не серьезно).
7) Польский патрон понравился, использую даже дефектный.
Эпилог
К сожалению а может к счастью, ТВ-16 я продал. Продал по местным меркам за хорошую цену, но со всей оснасткой. Это вроде была ошибка, в вроде и нет. Сейчас я снова брожу по барахолкам в поисках оснастки, инструментов для нового станка.
Продавал станок я на местном сайте барахолки типа Авито, долго и за дорого. Его в итоге купили!. Первый месяц мне было очень не по себе, так как станок стал частью дома. Очень не хватало где то в душе, поэтому я снова принялся за поиски станка ТВ-4, ТВ-6, ТВ-7, в общем как повезет. И спустя время я все таки нашел вариант ТВ-6. О нем я отдельно напишу. А пока хочу сделать напутствие тем кто имеет ТВ-16 на подшипниках качения. Не продавайте своё детище, лучше вложитесь в его модернизацию. Станок для хоббийных целей очень хорош.
Установка патрона на токарный станок может осуществляться несколькими методами, все зависит от конкретной вида этого элемента, с которым вы будете иметь дело.
Существует два вида крепления патрона на шпинделе токарного станка:
Резьбовое крепление применяется на малых станках с легкими видами патронов, фланцевое на средних и тяжёлых станках.
Если он лёгкий, достаточно легко устанавливается на станке без посторонней помощи, то тяжёлые (более 20 кг) устанавливаются при помощи вспомогательных подъёмных механизмов, или в паре с напарником. Рассмотрим порядок установки на токарный станок именно тяжелого патрона с фланцевым креплением.
Для установки тяжелого патрона необходимо подготовить два приспособления для монтажа.
- монтажная подставка;
- направляющая.
Монтажная подставка изготавливается из доски толщиной приблизительно 50 мм. Ширина равная 1,5 ширины устанавливаемого патрона, длина подставки L- соответствует ширине станины- B и радиусу -D.
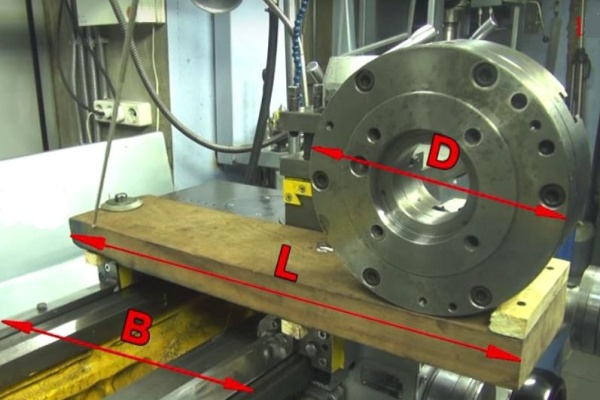
К низу подставки крепятся брусочки. Через вертикальные сквозные отверстия, подставка болтами крепится к подвижному люнету суппорта станка. Подгонка подставки по высоте осуществляется толщиной брусков.
Между подогнанной до упора люнеттой с прикрепленной к ней подставкой и ещё установленным на станке патроном, зазор должен составлять 1-3 мм.

Направляющая представляет из себя цилиндрический вал диаметром 25-40 мм., с хвостовиком в виде конуса морзе не менее третьего номера. Длина цилиндрической части направляющей, равная 1,5-2,0 ширины устанавливаемого патрона.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
О П И С А Н И Е
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Зависимое от авт. свидетельства— (22) Заявлено 14.12.71 (21) 1725461 25-8 с присоединением заявки ¹â€” (51) М, Кл. В 23q 3/00 (осударственный комитет
Совета Министров СССР
IIQ делам изооретеннй и открытий (32) Приоритет—
Дата опубликования описания 09.09.74 (72) Автор изобретения
И. К. Стародумов (71) Заявитель (54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ И СНЯТИЯ ПАТРОНОВ
Изобретение относится к области машиностроения и может быть использовано для устано вки и снятия паBpoHQIB токар ных станков, Известны устройства для установки и снятия патронов токарных станков с захватом, снабженным закрепляемой в патроне вращающейся втулкой и подвеской, надеваемой на грузоподъемный крюк.
Однако эти устройства могут быть использо ваны для установки и,снятия патронов только о дного р азмер а.
Предлагаемое устройство отличается от известных тем, что подвеска крюка установлена на регулировочной гайке со стопочным устройством, перемещаемой параллельно оси вращения патрона по резьбе, выполнен,ной на захвате.
Это позволяет расширить технологические во|зможности устройства.
На фиг. 1 представлено предлагаемое устройство с закрепленным на нем патроном; на фиг. 2 — разрез по А — А на фиг. 1;,на фиг. 3 — разрез по Б — Б на фиг. 1; на фиг. 4— разрез по  — В на фиг. 1; на фиг. 5 — дополнительная втулка, применяемая п ри установке патронов с максимально разведенными кулачками.
Захват 1 Г-образной формы установлен в паз 2 (см. фиг. 4) несущей оси 8 и приварен к ней. На оси смонтирована также фигурная
2 вращающаяся втулка 4 на подшипниках 5 и
6 качения. Втулка 4 зажимается в патроне кулачками 7. Соединение оси 8 со втулкой 4 зафиксировано кольцевыми элементами 8. На горизонтальной части захвата 1 выполнена резьба 9. По резьбе перемещается регули ровочная гайка 10, которая стопорится от произвольного перемещения на захвате посредством винта 11, .контактирующего с плосIp костью 12, Винт 11 размещается в одном из резьбовых отверстий 18. На гайке 10 надета подвеска 14, которая крепится гайкой 15.
Подвеска 14 одевается на грузоподъемный
15 крюк, после чего вращающаяся втулка 4 вводится в патрон и зажимается кулачками 7.
Поднятьш патрон свободно .вращается на подшипниках 5 и 6 несущей оси 8. Это поз валяет навпнчивать его на резьбо вой конец шпиндеgp ля станка пли свинчивать патрон. При этом ось вращения патрона должна совпадать с осью шпинделя станка п не перекашиваться.
Исключение перекоса достигается со вмещением в одну плоскость подъемной силы, проходящей через подвеску 14, и центра тяжести патрона, что обеспечивается перемещением гайки 10 с подвеской 14 по резьбе 9 захвата 1. Если кулачки 7 патрона максимально разведены, то на втулку 4 одевается допол3о нительная разрезная втулка 16.
Устройство для установки п снятия патронов токарных станков с захватом, снабженным закрепляемой в патроне вращаюшейся втулкой и подвеской, надеваемой на грузо
421470 подьемный крюк, отлича ои еесл тем, что. с целью расширения его технологических возможностей, подвеска установлена на регулировочпой гайке со стопорным устройством, перемещаемой параллельно оси вращения патрона по резьбе, выполненной на:ахвате
Составитель А. Гаврюшин
Текред T. Курилко
Корректор Л. Орлова
Редактор О. Юркова
Заказ 4357 Изд Мо 1425 Тираж 944 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР но делам изобретений и открытий
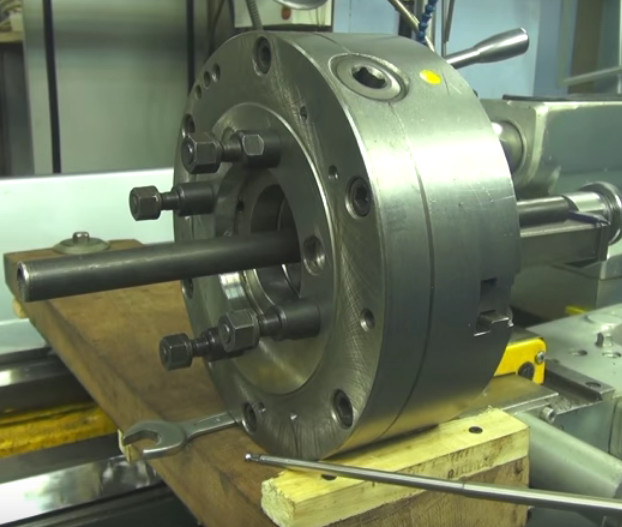
Перебираю токарный станок ТВ-16.
Уперся в проблему снятия патрона. Кажется патрон на резьбе посажен на шкиф. Вот только за патрон можно ухватиться хотябы газовым ключом, а как же держать шкиф?
На фото патрон разобран. Благодаря этому я и увидел разьбу.



Насколько я знаю, обычно на производстве применяют такой прием. Зажимают в патрон (собранный, естественно) Г-образную железяку, после чего пускают станок на малый ход на реверсе. Железяка упирается в станину и патрон самоходом скручивается.
Если такой способ не подходит, можно попробовать взять пару деревянных клиньев (лучше из более-менее твердого дерева, например, березы) и забить их между шкивом и корпусом, по разные стороны от шкива. Только чтобы ничего не погнуть и не разбить, забивать осторожно и синхронно (немного один клин, потом второй, затем снова первый и т.д.)
Да, патрон может быть законтрен винтом сбоку, надо внимательно осмотреть.



Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.

Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.

Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.

Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.

Устройство сверлильных патронов
Изучите устройство сверлильного патрона на схеме ниже. В состав приспособления входят:
- корпус, имеющий цилиндрическую форму;
- обойма, вращающаяся на его внешней поверхности;
- кулачковый механизм.

Изображение №1: устройство кулачкового сверлильного патрона
Теперь расскажем, как снимают такие патроны с дрелей и сверлильных станков, а также приведем технологию разборки зажимных приспособлений.
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Токарный патрон
Токарный патрон самоцентрирующий спирально-реечный из стали или чугуна, предназначен для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления.
3 х кулачковый патрон 3 х кулачковый токарный патрон
Токарные патроны изготавливаются 2 типов:
ТИП 1 — с цилиндрическим центрирующим пояском и креплением через промежуточный фланец по ГОСТ 3889-80; ТИП 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-72.
Патроны обоих типов изготавливаются исполнений:
исполнение 1 — с цельными кулачками (нечетные) исполнение 2 — со сборными кулачками (четными)
У двух, четырёх и шестикулачковых патронов к обозначению спереди добавляется индекс — цифра 2, 4 и 6 соответственно. У трёхкулачкового патрона такой индекс отсутствует.
Виды токарных патронов
На сегодняшний день, пользуются спросом следующие виды токарных патронов:
Белорусские:
Польские:
Китайские:
Из чего состоит токарный патрон:
№1 — Ключ №2 — Пружина №3 — Втулка №4 — Стопор №5 — Шестерня №6 — Фланец №7 — Диск спиральный №8.1 — Кулачок прямой №8.2 — Кулачок обратный №9.1 — Рейка (кулачек базовый — сборный) №9.2 — Кулачек накладной прямой №9.3 — Кулачек накладной обратный №9.4 — Кулачок накладной мягкий №10. — Корпус
Принцип работы токарного патрона.
В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4.
При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4.
Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
Допустимое биение токарных патронов
Биение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06—0,12 мм (в зависимости от диаметра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков.
Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки. При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона и положение детали получается неправильным.
При выходе изготавливаемой детали за пределы допусков, лучший вариант, заменить всю систему соприкасающихся пар токарного патрона (при условии, что до этого были нормальные, допустимые отклонения):
- шестерня (№5)
- диск спиральный (№7)
- кулачки (прямые, обратные)
СМОТРИТЕ ВИДЕО:
Эксплуатация, устройство и обслуживание трёхкулачкового токарного патрона.
Свертывание патрона производится посредством деревянной ваги, вкладываемой между его кулачками. Необходимо быть особенно осторожным, когда свертывание патрона подходит к концу, чтобы избежать ранения рук. Под свертываемый патрон надо подкладывать деревянную доску.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.

Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Читать также: Вальцовочные станки для листового металла

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
2.1. Эксплуатация трехкулачкового патрона токарного станка
Виктор Леонтьев. 13 апр. 2014 г. Из курса «Токарное мастерство»
- Суть и значение центрирования на токарном станке
- Обзор токарных патронов и их элементов
- Разборка патрона
- Сборка патрона с посадкой «на фланец»
- Сборка патрона с конусно-торцевой установочной базой1
- Кулачки патрона
- Съем и установка кулачков
- Ключи для патрона
- Пользование патроном
- Смазка внешнего механизма патрона
Полезные ссылки по теме. Дополнительная информация
Демонтаж патрона
Порядок демонтажа зависит от способа фиксации патрона на валу электродрели или станка. Существует два вида крепления – резьба и конус Морзе. Резьбовой крепление применяется в ручных инструментах, патрон навинчивается на вал и фиксируется стопорным винтом. Следует учесть, что резьба на винте является левосторонней и раскручивать необходимо по часовой стрелке. В маркировке патронов присутствует обозначение резьбы, например М13 для метрической или UNF-1/2 для дюймовой.
Конус Морзе чаще всего применяется на сверлильных станках, но нередко данный тип фиксации применяется и в ручном инструменте. Определить его можно по маркировке патрона – литера В и максимальный диаметр сверла, например В12.
Чтобы снять резьбовой патрон в первую очередь максимально раздвиньте лепестковые фиксаторы патрона для доступа к стопорному винту с левосторонней резьбой.

Дальнейшие действия:
- Подготовьте рожковый ключ под размер гайки на валу дрели.
- Зафиксировав гайку, открутите винт по часовой стрелке. При необходимости зафиксируйте патрон в тисках и нанесите несколько ударов по винту через стальной стержень. Это облегчит вращение винта.
- Далее открутите патрон по часовой стрелке. При необходимости приложения больших усилий используйте шестигранный ключ.
- В крайнем случае, зажмите патрон в тисках как указано на рисунке ниже, зафиксируйте в головке вороток и нанесите по нём удары.

После очистки и смазки патрон устанавливается в обратной последовательности. При установке стопорного винта нанесите немного краски на резьбу.
Для станков и дрелей с конусом Морзе существуют специальные съёмники. Старые модели можно разобрать, подбивая клин с разных сторон или путем легких ударов по торцу. Для облегчения процесса, на несколько часов можно смазать вал керосином или проникающей смазкой.
Обратиться за советом больше не к кому и некуда, только ганза родная 😊
У меня давно уже была одна мечта - небольшой токарный станок.
И вот появилась возможность взять ТВ-16 за недорого, относительно конечно, но состояние по словам отличное.
Завтра поеду смотреть. И чтобы не сделать возможную глупость из-за незнания решил спросить совета.
В сети искал, мнения разные и толком ничего особо полезного не узнал 😞
Скажу сразу - токарно опыта ровно ноль, ничерта не разбираюсь и не знаю на что внимание обращать.
Да и стоит ли его вообще брать. Использовать планирую для всяких мелочей для быта, ну и конечно для хобби всяких 😊 Подскажите пожалуйста как быть, надо ли оно, стоит ли и на что внимание особо обратить.
Станок хороший. Достаточно точный и надежный. Всё зависит от состояния и цены. Основное внимание обратите на все люфты - это главное.
Здравствуйте. Вам на чипмаркет. Там этому станку посвящен целый раздел. Очень много вопросов подобных вашим. Сам полгода читал, думал, выбирал. В итоге подвернулся MN-80 в очень хорошем состоянии. С чеха наши и содрали ТВ-16. Их существует несколько модификаций разных заводов. Если в нормальном состоянии и за вменяемые деньги берите не пожалеете, вещь нужная в хозяйстве.
1 Самое главное -комплектность.смотреть наличие: верхних салазок с резцедержателем, задняя бабка, сменных шестерен гитары.
Особенно проблема с задними бабками. Почти все станки (по крайней мере многие), что выставляют на продажу идут без ЗБ. А продают задние бабки к ТВ-16 (естественно б/у) за очень не гуманные деньги. По цене соизмеримы с бабками от взрослых станков типа 16к20.
Вообще станок должен быть на столе. В столе эл.двигатель с конрприводом. С контрпривода идет ремень на шпиндель ПБ. А со шпинделя через гитару на винт.
Шпиндель бывает на подшипниках скольжения (втулках) и на подшипниках качения. На втулках точнее, на подш.качения проще в ремонте.
2 Проверить состояние станины: выработка, трещины, забои (могли использовать как наковальню 😞 )
3 проверить люфты шпинделя, продольных и поперечных напровляющих. Состояние маточной гайки.
P.S. К этим станкам предусмотрено много различной оснастки. Как раз сейчас ко мне едет фрезерная приставка.
Обратите внимание на электрическую часть-оплавления,подгорелые провода,характерный запах,гудение двигателя,искрения всякие.
Соосность задней бабки и патрона . Обычно если были рем.мероприятия мало кто потом бабку приподнимает.
Большое спасибо за советы! Обязательно всеми воспользуюсь. Надеюсь попадется хороший экземпляр)))
А как купите зайдите наютуб и посмотрите ролики каканала техпросвет ,вам обязательно пригодится и с экономит кучу времени в освоении техники
Проверить износ направляющих на станине на просвет по лекальной линейке (хотя бы 300мм) и щупами - чем износ меньше тем лучше (в идеале не более 0,1 мм, больше - придется шабрить). Проверить люфт шпинделя в передней бабке - надо взять с обой часовой индикатор со штативом (порядок люфта - сотки (см. по паспорту на станок (можно скачать на чипмейкере)). Проверить состояние зубчатых реек и вал шестерни (если они есть по конструкции) - на рейках д.б. все зубы и без видимого износа. Проверить наличие клиньев в салазках. Выполнение всего этого сильно уменьшит время и затраты на ремонт. Остальное по ходу. Очень хорошо если будут сменные шестерни, вращающийся центр под ЗБ, патрон с конусом под ЗБ, резцы.
Ссылка на тему в тему http://www.chipmaker.ru/forum/103/
Да берите в любом случае. Я свой ТВ-16 уралец 56 г.в. взял без ремня, без ЗБ, без малой продольной и без резцедержателя. Правда за смешные деньги: 4 тыра. Пол года ушло на неспешное востановление. Теперь не нарадуюсь.
Заметьте, в токарном деле я ни в зуб ногой был 😊
Спасибо всем! Сегодня ездил смотрел станочек. Состояние шикарное, за исключением пары пунктов: нет движка (сгорел, рядом валяется. ) и верхней крышки, там где приводной ремень накидывается.. А так люфтов никаких нет, даже ржавчины ни пятнышка, все ровное, чистенькое, даже краска заводская не облупившаяся, ход очень плавный и мягкий. Но без каких-либо запасных деталей.. Отсутствие рабочего движка очень смущает, но состояние всех деталей понравилось. Просят, в пересчете на рубли, 20т. (60т тенге). Думаю брать.. Может посоветуете какой движок поставить? На чипмейкере мнения прыгают от 0,5кВт до 1,5кВт.
У меня был движок 2.2кВт 1480 об/мин, его и поставил напрямую без контр привода 😊 С частотником это все дело. При вращении шпинделя около 12 об/мин, руками фиг остановишь )
Ставьте какой найдете. Менее 1 кВт и более 1500 об/мин не советую
На ТВ-4, который поболее ТВ-16 стоит двигатель 1,1кВт, у меня он включен от 220В 1 фазы, т.е. около 0,7кВт, хватает по полной. На ваш достаточно 0,5кВт в трехфазном питании и 0,75 с однофазным питанием. Смотрите паспорт станка на Чипмекере.
Цена очень хорошая.Движок ерунда, сейчас к тому же по частотникам полно предложений почему-то. Я себе 2 Данфосса и Яскаву взял очень недорого,чтобы весь парк отчастотить.0,5-0,75кв. достаточно вполне для настольного станка.
На станке изначально 0,5кВт при 1400об/мин. Стоит придерживаться этих значений. Сильно переборщив мощностью - можно навредить станку.
а чего ему будет? ремень проскочит и всё. хотя согласен лишнего не надо. как то на своем твш2 увлекся автоподачей и резец уперся в ток патрон и двигатель просто остановился. двигатель 0. 7 с частотником
если продажа через инет то 5т цены такой нет. можно где нибудь в глубинке
где есть, есть? он что ли по интернету продавал?
20т.р. хорошая цена. А за 5т.р. это просто невероятно повезло. Я свой брал за 15т.р. два года назад. И у меня попроще станок, чем Вам предлагают.
я твш2 тоже за 5 взял, только ревизию полную провести надо
если он в хорошем состоянии - то 20 тр - отличная цена
Берите. Станок ко всему прочему очень ликвидный, если не срастётся чего продать его будет несложно практически без потери в деньгах.
у мня тв16 и hobbymat65, в основном на мелком работаю, ТВ16 надо доводить до ума, хотя общее состояние хорошее
Спасибо всем за комментарии! Теперь на 100% уверен брать 😊 теперь движок ищу 😊
С этим ютьюбом совссем поошалели.Это специально зарегистрировался,что бы просмотров себе набрать?Принципиально смотреть не буду.
Можно я тут спрошу. Купил себе ТН-1 вроде все люфты убрал. А вот на подаче поперечной не знаю как. Люфтит где винтовая и барашек (крутилка).
Как ее снять? Открутил гайку и стопорный винт,но не снимается,потюкал слегка не идет, вроде нет других винтов контращих. Подскажите.
Это тот,что за 27 в барахолке продавался? Без малой продольной можно забыть про обработку на конус,а она как запчасть 12 тыс.стоит.Бу не реально купить.Китайскую колхозить придется.
Если люфтит на маховике,нужно тоненькую бронзовую шайбу изготовть и под упор ходового винта подложить (предварительно сняв маховик и упорную плитку с риской).
Ходовая гайка снизу подтягивается там окошко должно быть для этих целей.Все ходовые гайки через резьбовые заглушки смазываются.
Вообще авито мониторить нужно было,у вас в Е-бурге совершенно новый TSA-16 за 17 штук продавался в то же самое время,вот це вещь.
Плюс этих станков,что частотник прекрасно в штатное управление встраивается,ну и КМ-2 в задней бабке,что очень хорошо.

Спасибо,снял винт поперечной подачи. В латунной гайке не было винта для поджимания и выборки люфта и еще поставил шайбу. Была выработка от штифта фиксирующего ,что сквозь винт.
А по цене,все относительно и зависит от удачи. Станок мой вполне меня устроил,плюс присутствие автоматической продольной подачи и наличие задней бабки. А еще у товарища такой же и я к нему привык.
Уже не в первый раз убедился,как наши советские станки удобны. На всех деталях есть возможность регулировки и выборки люфта.Если не убиты направляющие,то все регулируется и настраивается!
Наши советские учебные станки , это копии старых немецких.
Токарные станки ТВ 16 выпускались в послевоенное время на многих станкостроительных заводах в разных республиках Советского Союза (Казахстан, Украина, Беларусь). В основном станки ТВ 16 использовались в разных учебных заведениях для обучения детей, которые получали бесценный опыт по токарной обработке. Хотя в наше время станок ТВ 16 уже снят с производства, его еще можно встретить в школах, училищах, частных мастерских и т. п.
- Основные элементы и конструкции станка
- Характеристики станка ТВ-16
- Правила эксплуатации
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.
- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
Суппорт. К основным функциям суппорта относятся перемещение и закрепление резцов.
Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
Характеристики станка ТВ-16

Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм. ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.
- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.
- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.

Шпиндель:
- Резьбовой конец шпинделя — М39x4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.
- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет
Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Правила эксплуатации

Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.

Автор статьи Шамраев Николай Павлович
Читайте также: